
Собранный после ремонта станок подвергают обкатке (приработке), целью которой является улучшение качества поверхностей трения. Приработка особенно важна для втулок, подшипников, зубчатых колес и других подобных деталей, а также направляющих. Сначала ее ведут на холостом ходу, а затем с приложением нагрузки, которую постепенно увеличивают.
Длительность процесса обкатки станка зависит в основном от качества пригонки сопряженных поверхностей. Чем лучше произведена пригонка, тем меньше времени нужно на приработку.
К узлу шпинделя любого станка предъявляются высокие требования по точности вращения и жесткости опор, и поэтому этот узел обкатывают особо тщательно.
Исследования показали, что время на обкатку узла передней бабки токарного станка можно резко сократить при нагружении шпинделя.
Для этой цели применяется специальное приспособление, представляющее собой устройство с двумя динамометрическими пружинами, расположенными взаимно перпендикулярно. Приспособление (рис. 1) состоит из конусного хвостовика 1, соединенного с подвижным корпусом 3 через радиальный и упорный шарикоподшипники 2, и подвижного станка 7. На корпусе и станке имеются шкалы нагрузки с обозначениями от 10 до 200 кГ, а внутри корпуса и станка помещены тарированные пружины 4 и 5.
Приспособление своим конусным хвостовиком 1 устанавливают в отверстие шпинделя 8, а стакан упирают торцом в резцедержатель 6 станка. Передвигая поперечные салазки суппорта к центру шпинделя, на последнем создают радиальную нагрузку. Для нагружения шпинделя в осевом направлении суппорт перемещают по направляющим станины в направлении к передней бабке. Величину создаваемых нагрузок определяют по шкалам.
Обкатка станка с помощью приспособления производится при одновременном нагружении шпинделя в радиальном и осевом направлениях сначала на минимальных оборотах шпинделя в течение 30 мин и затем продолжают при 300—350 об/мин в течение 2,5—3 ч. После этого нагрузку снимают и на максимальные обороты включают шпиндель, который работает в течение 1 ч.
Таким образом, на обкатку узла шпинделя затрачивается 4— 4,5 ч. Без приспособления эта операция длится от 3 до 7 дней.
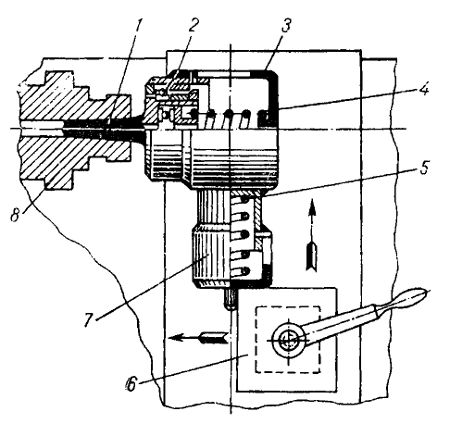
Рис. 5. Приспособление для обкатки узла
